Materials Science and Manufacturing Engineering Miscellaneous
- A 600 mm x 30 mm flat surface of a plate is to be finish machined on a shaper. The plate has been fixed with the 600 mm side along the tool travel direction. If the tool over-travel at each end of the plate is 20 mm, average cutting speed is 8 m/min, feed rate is 0.3 mm/stroke and the ratio of return time to cutting time of the tool is 1: 2, the time required for machining will be
-
View Hint View Answer Discuss in Forum
Length travelled in forwarded stroke = 640 mm
Number of strokes = 100
Time for cutting = 8 min
Return time = 4 min
Total time =12 min.Correct Option: B
Length travelled in forwarded stroke = 640 mm
Number of strokes = 100
Time for cutting = 8 min
Return time = 4 min
Total time =12 min.
- The figure below shows a graph which qualitatively relates cutting speed and cost per piece produced.
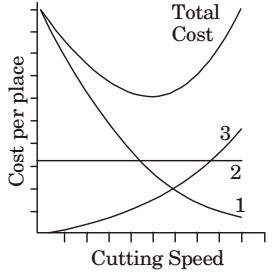
The three curves 1,2 and 3 respectively represent
-
View Hint View Answer Discuss in Forum
Machining cost = [Machining time × Direct Labour Cost]
So as cutting speed increases, machining time decreases and therefore machining cost decreases.Correct Option: A
Machining cost = [Machining time × Direct Labour Cost]
So as cutting speed increases, machining time decreases and therefore machining cost decreases.
- In a machining operation, doubling the cutting speed reduces the tool life to 1/8th of the original value. The exponent n in Taylor's tool life equation VTn = C. is
-
View Hint View Answer Discuss in Forum
Taylor’s tool life equation,
VTn = C ...(i)
Where, V = cutting speed and T = tool life
When cutting speed is doubled and tool life reduces to 1/8, then2V 
1 T 
n = C ...(ii) 8
Dividing equation (i) by equation (ii), we getVTn = 1 2V 
T 
n 8 or VTn = 2V 
T 
n = 2Vn2−3n 8
or 1 = 2⋅2−3n
or 1 = 2−3n + 1
or 2−3n + 1 = 20
or –3n + 1 = 0
or 3n = 1or n = 1 . 3 Correct Option: C
Taylor’s tool life equation,
VTn = C ...(i)
Where, V = cutting speed and T = tool life
When cutting speed is doubled and tool life reduces to 1/8, then2V 1 T n = C ...(ii) 8
Dividing equation (i) by equation (ii), we getVTn = 1 2V T n 8 or VTn = 2V T n = 2Vn2−3n 8
or 1 = 2⋅2−3n
or 1 = 2−3n + 1
or 2−3n + 1 = 20
or –3n + 1 = 0
or 3n = 1or n = 1 . 3
- In an orthogonal cutting test on mild Steel, the following data were obtained
Cutting speed : 40 m/min
Depth of cut : 0.3 mm
Tool rake angle : +5º
Chip thickness : 1.5 mm
Cutting force : 900 N
Thrust force : 450 N
Using Merchants analysis, the friction angle during the machining will be
-
View Hint View Answer Discuss in Forum
μ = F = FCsinα + FTcosα N FCcosα − FTsinα = 900sin5º + 450cos5º = 526.72 = 0.614 900cos5º −450sin5º 857.35
∴ λ = tan−1 = 31.5º
Alternative method
From Merchants' Circle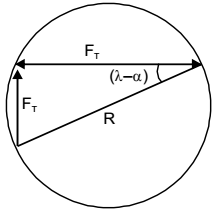
Given: FC = 900 N
FT = 450 N
Nowtan(λ − α) = FT = 450 FC 900 ∴ (λ − α) = tan−1 1 2
[where, α = Rake angle]
Friction angle, λ = 26.5 + 5 = 31.50Correct Option: B
μ = F = FCsinα + FTcosα N FCcosα − FTsinα = 900sin5º + 450cos5º = 526.72 = 0.614 900cos5º −450sin5º 857.35
∴ λ = tan−1 = 31.5º
Alternative method
From Merchants' Circle
Given: FC = 900 N
FT = 450 N
Nowtan(λ − α) = FT = 450 FC 900 ∴ (λ − α) = tan−1 1 2
[where, α = Rake angle]
Friction angle, λ = 26.5 + 5 = 31.50
- Through holes of 10 mm diameter are to be drilled in a steel plate of 20 mm thickness. Drill spindle speed is 300 rpm, feed 0.2 mm/rev and drill point angle is 120°. Assuming drill over travel of 2 mm, the time for producing a hole will be
-
View Hint View Answer Discuss in Forum
Given: Diameter of hole,
d =10 mm
Thickness of steel plate,
t = 20 mmα = 120 = 60º 2
Break through distance,A = d = 10 = 2.8867 mm 2tanα 2tan60º
Total length of tool travel,
l = t + A + 2
= 20 + 2.8867 + 2 = 24.88
Time for drilling= l = 24.88 = 0.4147 min fN 0.2 × 300
= 24.88 sec ≈ 25 sec.Correct Option: B
Given: Diameter of hole,
d =10 mm
Thickness of steel plate,
t = 20 mmα = 120 = 60º 2
Break through distance,A = d = 10 = 2.8867 mm 2tanα 2tan60º
Total length of tool travel,
l = t + A + 2
= 20 + 2.8867 + 2 = 24.88
Time for drilling= l = 24.88 = 0.4147 min fN 0.2 × 300
= 24.88 sec ≈ 25 sec.

