Materials Science and Manufacturing Engineering Miscellaneous
- In a sand casting operation, the total liquid head is maintained constant such that it is equal to the mould height. The time taken to fill the mould with a top gate is tA. If the same mould is filled with a bottom gate, then the time taken is tB. Ignore the time required to fill the runner and frictional effects, Assume Atmospheric pressure at the top molten metal surfaces. The relation between tA and tB is
-
View Hint View Answer Discuss in Forum
Top gate tf1 = A × H Ag √( 2ghm )
hm = Htf1 = A × √hm .....(1) Ag √2g Bottom gate tf2 = 2A ( √hm - √hm - H ) Ag √2g tf2 = 2A √hm .....(2) Ag √2g tf2 = 2 tf1
tf2 = 2tf1Correct Option: B
Top gate tf1 = A × H Ag √( 2ghm )
hm = Htf1 = A × √hm .....(1) Ag √2g Bottom gate tf2 = 2A ( √hm - √hm - H ) Ag √2g tf2 = 2A √hm .....(2) Ag √2g tf2 = 2 tf1
tf2 = 2tf1
- Volume of a cube of side l and volume of a sphere of radius r are equal. Both the cube and the sphere are solid and of same material. They are being east. The ratio of the solidification time of the cube to the same of sphere is
-
View Hint View Answer Discuss in Forum
Vcube = Vsphere
Solidification time = 
V 
2 A
where, A = surface areaRequired ratio = (Vcube / Acube) 2 (Vsphere / Asphere) Required ratio = Asphere 2 Acube Required ratio = 4πr² 2 6l² Required ratio = 4π 2 r 4 6 l
Correct Option: D
Vcube = Vsphere
Solidification time = V 2 A
where, A = surface areaRequired ratio = (Vcube / Acube) 2 (Vsphere / Asphere) Required ratio = Asphere 2 Acube Required ratio = 4πr² 2 6l² Required ratio = 4π 2 r 4 6 l
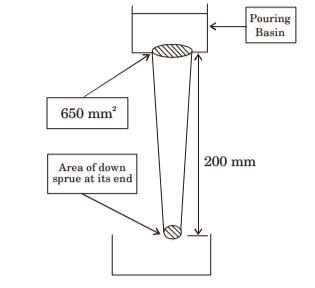
- A 200 mm long down sprue has an area of crosssection of 650 mm2 where the pouring basin meets the down sprue (i.e. at the beginning of the down sprue). A constant head of molten metal is maintained by the pouring basin. The molten metal flow rate is 6.5 × 105 mm3/s. Considering the end of down sprue to be open to atmosphere and acceleration due to gravity of 104 mm/s2, the area of the down sprue in mm2 at its end (avoiding aspiration effect) should be
-
View Hint View Answer Discuss in Forum
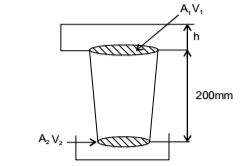
Here, Flow rate = 6.5 × 105 mm3 /s
A1V1 = 6.5 × 105
V1 = 1000 mm3/s = √2g × h
h = 50 mm
At down, V2 = √2g(200 50) = 2236.06 mm/s
A2V2 = 6.5 × 105
∴ A2 = 290.68 mm2Correct Option: C
Here, Flow rate = 6.5 × 105 mm3 /s
A1V1 = 6.5 × 105
V1 = 1000 mm3/s = √2g × h
h = 50 mm
At down, V2 = √2g(200 50) = 2236.06 mm/s
A2V2 = 6.5 × 105
∴ A2 = 290.68 mm2
- Calculate the bite angle when rolling plates 12 mm thick using work rolls 600 mm diameter and reducing the thickness by 3 mm
-
View Hint View Answer Discuss in Forum
D = 600 mm , R = D = 300 mm 2
hi = 12 mm
∆h = 3 mmθ = tan-1 √R∆h { R - (∆h / 2) } θ = tan-1 √300 × 3 { 300 - (3/ 2) }
θ = 5.73°Correct Option: D
D = 600 mm , R = D = 300 mm 2
hi = 12 mm
∆h = 3 mmθ = tan-1 √R∆h { R - (∆h / 2) } θ = tan-1 √300 × 3 { 300 - (3/ 2) }
θ = 5.73°
- A cylindrical riser of 6 cm diameter and 6 cm height has to be designed for a sand casting mould for producing a steel rectangular plate casting of 7 cm × 10 cm × 2 cm dimensions having the total solidification time of 1.36 minute. The total solidification time (in minute) of the riser is _____.
-
View Hint View Answer Discuss in Forum

V 
= 7 × 10 × 2 = 0.673 cm A casting 2(7 × 10 + 7 × 2 + 2 × 10) V = (π / 4)d3 A Top riser { (π / 4)d2 + πd2 } V = d = 6 = 1.25 A Top riser S 5 V = (π / 4)d3 = d = 1 cm A Bottom riser { (π / 2)d2 + πd2 } 6 tTop riser = (V / A)2Top riser = 1.2 2 tcasting (V / A)2casting 0.673
tTop riser = 4.133 mintBottom riser = (V / A)2Bottom riser = 1 2 tcasting (V / A)2casting 0.673
tBottom riser = 3 min
Correct Option: B
V = 7 × 10 × 2 = 0.673 cm A casting 2(7 × 10 + 7 × 2 + 2 × 10) V = (π / 4)d3 A Top riser { (π / 4)d2 + πd2 } V = d = 6 = 1.25 A Top riser S 5 V = (π / 4)d3 = d = 1 cm A Bottom riser { (π / 2)d2 + πd2 } 6 tTop riser = (V / A)2Top riser = 1.2 2 tcasting (V / A)2casting 0.673
tTop riser = 4.133 mintBottom riser = (V / A)2Bottom riser = 1 2 tcasting (V / A)2casting 0.673
tBottom riser = 3 min

