Materials Science and Manufacturing Engineering Miscellaneous
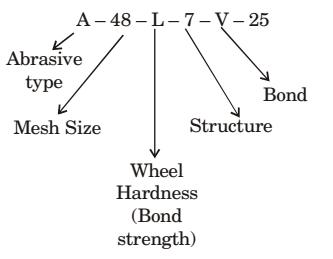
- In a grinding wheel marked with AA-48-L-7-V- 25, L refers to
-
View Hint View Answer Discuss in Forum
Correct Option: C
- A drilling machine has to be designed with 8 spindle speeds ranging approximately between 120 to 1200 rpm. The 5th spindle speed is
-
View Hint View Answer Discuss in Forum
Nmin = 120 Nmax = 1200
N = 8
N5 = N1 r4 = 120 × 1.3844
N = 447rpmCorrect Option: A
Nmin = 120 Nmax = 1200
N = 8
N5 = N1 r4 = 120 × 1.3844
N = 447rpm
- Assertion (A): Single start threads are used for fastening purposes.
Reason (R): Single start threads are easier to produce in a lathe.
-
View Hint View Answer Discuss in Forum
Single start thread on be made by single point cutting tool.
Correct Option: B
Single start thread on be made by single point cutting tool.
- A through hole is drilled in an aluminium alloy plate of 15 mm thickness with a drill bit of diameter 10 mm, at a feed of 0.25 mm/rev and a spindle speed of 1200 rpm. If the specific energy required for cutting this material is 0.7 N-m/ mm3, the power required for drilling is ___ W (round off to two decimal places).
-
View Hint View Answer Discuss in Forum
Power required, P = S × Q
Where S = specific power = 0.7 N-m/mm3Q = MRR = π D2 × f × N 4 = π × (10)2 × 0.25 × 1200 = 125π mm3/sec 4 60
Power, P = 0.7 × 125π
P = 274.889 W ≈ 274.89 WCorrect Option: A
Power required, P = S × Q
Where S = specific power = 0.7 N-m/mm3Q = MRR = π D2 × f × N 4 = π × (10)2 × 0.25 × 1200 = 125π mm3/sec 4 60
Power, P = 0.7 × 125π
P = 274.889 W ≈ 274.89 W
- The length, width and thickness of a steel sample are 400 mm, 410 mm, 40 mm and 20 mm, respectively. I ts thickness needs to be uniformly reduced by 2 mm in a single pass by using horizontal slab miling. The miling cutter (diameter: 100 mm, width; 50 mm) has 20 teeth and rotates at 1200 rpm. The feed per tooth is 0.05 mm. The feed direction is along the length of the sample. If the over-travel distance is the same as the approach distance, the approach distance and time taken to complete t he required machining task are:
-
View Hint View Answer Discuss in Forum

Depth of cut ⇒ (d = 2 mm) Milling cutter,
D = 100 mm
W = 50 mm
Z = 20 tooth,
N = 1200 rpm
ft = 0.05 mm/tooth rev
f = z × ft = 20 × 0.05 mm/rev
= 1 mm/rev
Over travel = Approach (A)
= √d(D - d)
= √2 × (100 - 2)
= √196 = 14 mm
Total length covered by tool
L + 2A = 400 + 2 × 14 = 428 mm
Time for one pass,t = L fN = 428 1 × 
1200 
60 = 428 = 21.4 second 20 Correct Option: C
Depth of cut ⇒ (d = 2 mm) Milling cutter,
D = 100 mm
W = 50 mm
Z = 20 tooth,
N = 1200 rpm
ft = 0.05 mm/tooth rev
f = z × ft = 20 × 0.05 mm/rev
= 1 mm/rev
Over travel = Approach (A)
= √d(D - d)
= √2 × (100 - 2)
= √196 = 14 mm
Total length covered by tool
L + 2A = 400 + 2 × 14 = 428 mm
Time for one pass,t = L fN = 428 1 × 1200 60 = 428 = 21.4 second 20

